전기저항용접( electric resistance welding)
전기저항용접은 일반적으로 점용접이나 이음매 용접에 관계없이 제작 공정 중에 얇은 판금 부품을 접합하는 데 사용된다,용접재를 서로 접촉시켜 적당한 압력을 주면서 전기를 통전하므로써 접촉저항 및 금속자체의 비저항에 의하여 발생하는 열로 가열되었을 때 압력을 가하여 접합하는 것이다. 전기저항용접에서는 아크(ARC) 용접에 비하여 단시간에 많은 전류를 흐르게 하는 것이 필요하나, 용접온도는 아크 용접에서 보다 낮다. 전기저항용접기는 저전압, 대전류가 흐르도록 되어 있고, 가압장치 및 가압제어장치 등이 부설되어 있다.
발열량 공식 :Q=0.24·I²·R·t
Q:발열량(cal), I: 전류(A), R: 전기저항(ohm), t: 시간(sec)
용접용어
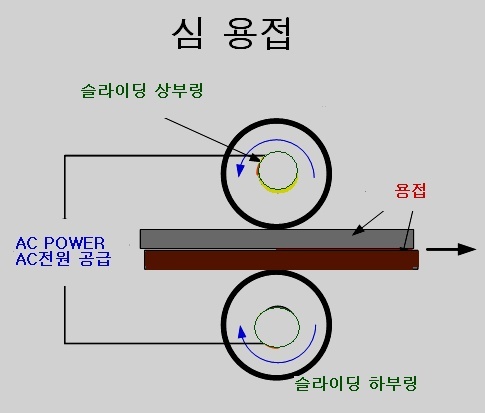
심용접.seam welding
저항용접(electric resistance welding)으로,전극상부와 전극하부 슬라이딩원판 사이에 피용접물을 끼우고 가압한 상태에서전극을 회전시키면서 연속적으로 스폿 용접을 반복하는 방법을 말한다.
upset 용접상태
upset 맞대기 용접(upset butt welding):
upset 맞대기 저항용접은 그림과 같이 모재의 단면을 접촉시켜 가압하고 통전(通電)하면 접촉저항과 고유저항열에 의하여 압접온도에 달할 때 추가 압력을 가하여 접합하고 전류를 차단하여 용접을 완료하는 용접으로서 고상압접(固相壓接)에 속하며, 접합온도는 융점 이하이고 가압력을 크게하면 적용온도를 낮게할 수 있다. 그러나 가압력에도 한계가 있기 때문에 단면이 너무 큰 것의 용접은 곤란하다. 가압력으로는 수압, 유압, 공기압 등을 이용하고, 변압기는 보통1차권선수(1次捲線數)를 변화시켜2차전류를 조정한다.
upset맞대기 용접의 특징은
접합면 사이에 산화물 등의 불순물이 잔류하기 쉽고,
다음에 취급하는flash 맞대기 용접에 비하여 용접 속도가 늦다.
upset 맞대기 용접기의 원리
flash 맞대기 용접(flash butt welding)
모재를 서서히 접근시켜 통전하여 단면의 국부적 돌기에 전류가 집중되어flash(불꽃)가 발생하고 비산한다. 더욱 접근하여 접촉시키면 나머지 부분에서도 flash가 계속 발생되면서 접합된 용융금속이 밖으로 밀려 나오며 미용융부가upset 맞대기 용접에서와 같은 방식으로 접합된다.
upset맞대기 용접에 비교한 이 용접법의 특징은 다음과 같다.
가열 범위가 좁아 열영향부가 적다. 접합면에 산화물이 잔류하지 않는다. 열이 능률적으로 집중 발생하므로 용접 속도가 크고, 소비 전력이 적다. 이질재료(異質材料)의 용접이 가능하다.
projection 용접(projection welding):
금속판의 한쪽 또는 양쪽에 돌기부를 만들고 가압하면서 통전하면 돌기부에 전류가 집중되어 용접온도에 달할 때 가압력을 증가시키면 일시에 다점(多點) 용접을 할 수 있는 용접이다. 두꺼운 판과 얇은 판을 겹쳐 용접할 때에는 두꺼운 판에 돌기(projection)를 가공하고, 동기지의 전극은 편평하다. 돌기 높이는 대체로 판두께의1/3 정도이며, 용접전류는1mm 두께의 연강판에 대하여8000A, 가압력은250kg, 용접시간은1/3 sec 정도이다.
특징
판재의 두께가 다른 것도 용접할 수 있다.열전도율이 다른 금속의 용접이 가능하다(열전도율이 큰 판에projection을 가공). pitch가 작은 용접이 가능하다. 전류와 가압력이 각 점에 균일하므로 용접의 신뢰도가 높다. 작업속도가 빠르다.




댓글